[**]luminum alloy is an important industrial raw material. Due to its relatively small hardness and large thermal shrinkage coefficient, it is prone to deformation in the machining of thin-walled and thin-plate parts. In addition to improving the performance of the tool and pre-adopting aging treatment to eliminate the internal stress of the data, from the perspective of the processing technology, it is also possible to adopt some means to minimize the processing deformation of the data.
Regarding aluminum alloy parts with a large machining allowance, in order to invent better heat dissipation conditions and reduce thermal deformation, it is necessary to prevent excessive heat concentration as much as possible. The method that can be adopted is symmetrical processing. For example, there is a 90 mm thick aluminum alloy plate that needs to be milled to a thickness of 60 mm. If one side is milled, it is immediately turned over and the other side is milled. Since each side is processed to the size at a time, continuous processing If the margin is large, the problem of heat concentration will be formed.
The flatness of the milled aluminum alloy plate can only reach 5 mm. If the symmetrical processing method of repeated feeding on both sides is adopted, each surface is processed at least twice until it reaches the final size, which is good for heat dissipation and the flatness can be controlled at 0.3 mm.
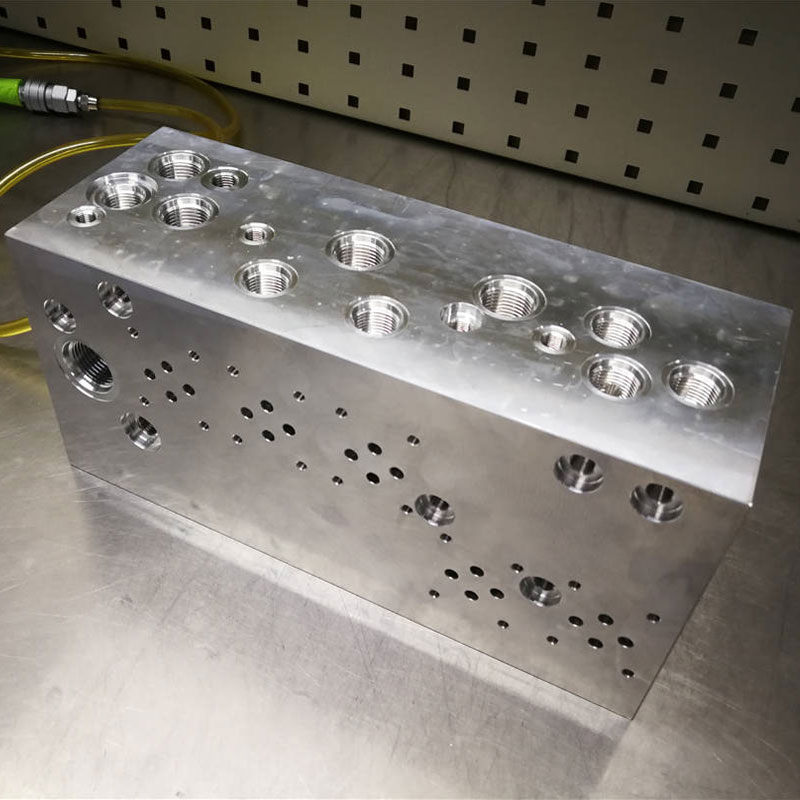
Layered and repeated processing method When there are multiple cavities on aluminum alloy plate parts that need to be processed, if one cavity is processed in turn, the cavity wall will be easily twisted and deformed due to uneven forces. [**] good way to deal with it is to adopt the layered and repeated processing method, that is, stop processing all cavities at the same time, but not to complete the processing at one time, but to divide it into several layers and process it to the required size. In this way, the force on the part will be more average and the probability of deformation will be smaller.
Choosing the cutting parameters in the right way can effectively reduce the cutting force and cutting heat during the cutting process. During the machining process, the cutting amount is too large to cause a tool pass.
It is said that reducing the amount of back knife is beneficial to ensure that the parts are not deformed, but at the same time it will reduce the processing efficiency. The high-speed milling of CNC machining can deal with this problem. It only needs to reduce the amount of back feed while increasing the speed of the machine tool, which can reduce the cutting force and ensure the machining efficiency.